Dom > Współpraca techniczna > Współpraca techniczna > Czujniki magnetostrykcyjne mogą być stosowane w przemyśle drzewnym
Czujniki magnetostrykcyjne mogą być stosowane w przemyśle drzewnym
Czujniki magnetostrykcyjne są stosowane w branży obróbki drewna. Wskaźniki LED umożliwiają monitorowanie w czasie rzeczywistym. Mogą być także przystosowane do pracy w trudnych warunkach.
Konstrukcja i produkcja czujników magnetostrykcyjnych firmy Soway może być w pełni dostosowana do trudnych warunków panujących w tartakach i jest z powodzeniem stosowana w ekstremalnych środowiskach o dużym natężeniu uderzeń i wibracji od ponad 20 lat. Wydajność produkcyjna obróbki drewna może być zoptymalizowana dzięki wyższej prędkości i dokładniejszej kontroli.

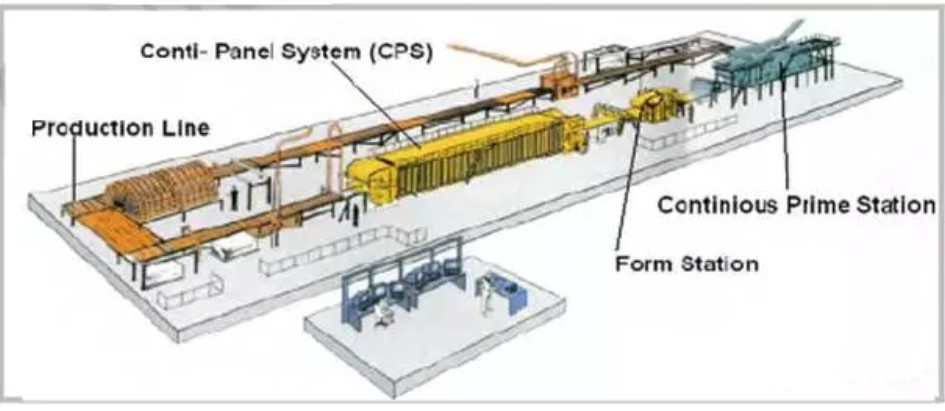
Proces piłowania polega głównie na cięciu kłód na deski. Schemat blokowy wygląda następująco:

Zastosowanie betonu:
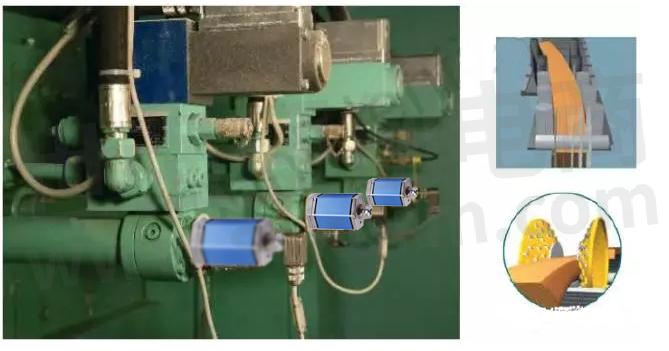
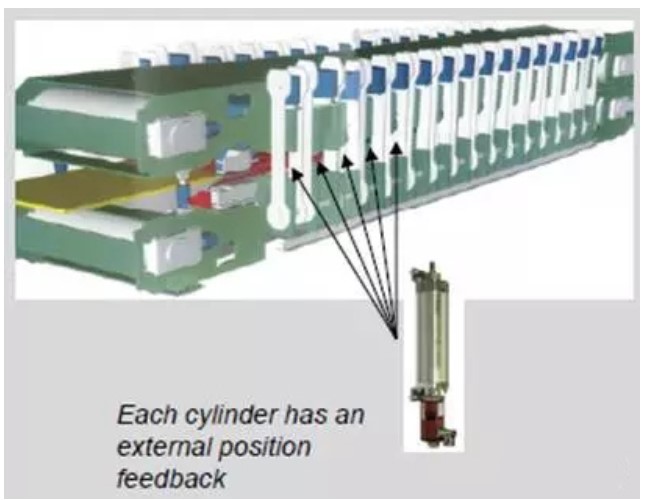
Tartak zazwyczaj wykorzystuje techniki cięcia krzywoliniowego i piłowania wyrzynarką. Każdy kloc jest skanowany przez skaner 3D, a jego kształt jest wyginany na jego podstawie. Im wyższa odporność, tym wyższa jakość produktów. Podczas tego procesu kłody, różne narzędzia i rolki robocze są często przełączane, aby uzyskać odpowiednią krzywą. Synchronicznie używanych jest ponad dwieście czujników. Są one zintegrowane z cylindrami hydraulicznymi każdej osi, aby zapewnić ich precyzyjne i dynamiczne pozycjonowanie oraz zapewnić sprzężenie zwrotne położenia dla cylindrów, które napędzają brzeszczoty pił i kłody.
Zakłady przetwórstwa drewna zazwyczaj mają dwa rodzaje maszyn: zwykłe prasy do obróbki drewna i prasy ciągłe, obie wykorzystują czujniki magnetostrykcyjne. Czujniki Sowaya przekazują informacje zwrotne o odległości prasowania i ruchu poziomym. Dokładność musi wynosić 0,05 mm, skok wynosi około 300 mm, każda prasa wykorzystuje 4 czujniki przemieszczenia do kontrolowania stanu synchronizacji.

Poniższy rysunek przedstawia serwomechanizm zamkniętego układu, który przekształca ręcznie obsługiwaną prasę do płyt wiórowych w całkowicie automatyczny, programowalny system. Precyzyjną kontrolę prasy zapewnia elektroniczna pompa serwo oraz czujniki ciśnienia i położenia. Ta automatyczna kontrola może monitorować subtelne zmiany w działaniu prasy, skracając w ten sposób czas cyklu maszyny z 20 minut do 5 minut.
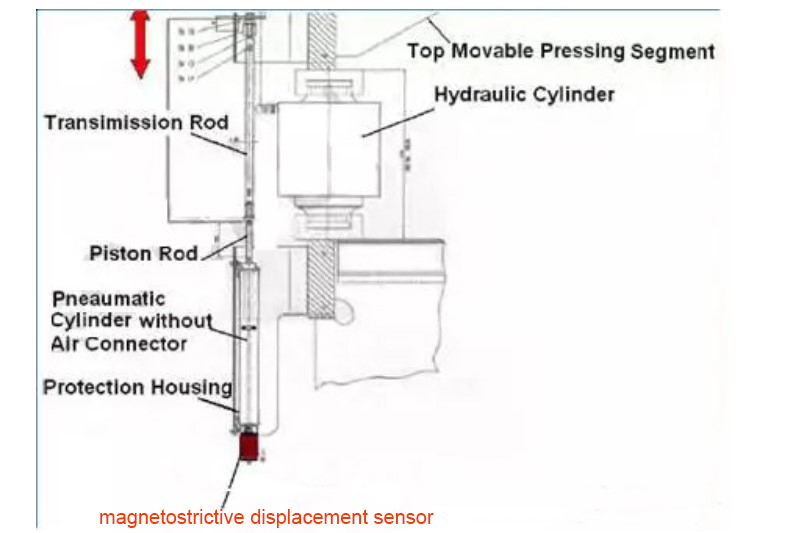
Jak pokazano na rysunku, magnetostrykcyjny czujnik położenia zamontowany jest w cylindrze połączonym z płytą dociskową za pośrednictwem pręta transmisyjnego.
Czujnik: typu pręta dociskowego, typu skorupy aluminiowej
Sygnał wyjściowy: zależny od górnego interfejsu sygnałowego komputera (SSI/analogowy)
Zalety naszych czujników
• Wskaźnik LED, wygodny do monitorowania stanu czujnika w czasie rzeczywistym
• Solidna i niezawodna konstrukcja pozwala na stosowanie czujnika w szerokim zakresie trudnych warunków
• Wysoka odporność na uderzenia, wysoka odporność na wibracje oraz doskonałe właściwości EMI i przeciwzakłóceniowe zapewniają bezproblemową pracę sprzętu
•Element czujnika jest łatwy do wymiany, nie ma potrzeby uwalniania ciśnienia ani uszkadzania uszczelki cylindra
• Dynamiczna informacja zwrotna online o parametrach wymiarowych produktu (płyty wiórowej)
• Precyzyjna kontrola jakości produktu
• Zwiększona wydajność prasy (oszczędność 70% czasu)